The GM 6L series transmission is quickly becoming the most popular attraction in the shop. As we all know, this unit is plagued by a handful of common issues, such as pressure switch filament cracking, 35R drum breakage, 1234 piston cracks, valve/bore wear, and converter failures. The drum, piston, and valve body issues are dealt with during the overhaul through replacement parts and valve body kits, but we’ve all torn down a 6L80 and found the pump and bellhousing torn up by metal debris originating from the torque converter. So, what’s the cause of all this carnage? And how do we prevent this from happening to our overhaul? I contacted a few torque converter rebuilders to get their opinion on the 6L80 JMBX torque converter’s shortcomings and their take on the solutions.

 I had a great discussion with Manley Tate and Rocky Primavera from Dynamic Powertrain Reman and Eric Saxberg from SAXCO Torque Converters. I also gained some great insight of the inner workings and construction of this converter through multiple discussions with Steve Jaussaud from Sonnax. Steve is the Torque Converter Product Line Manager at Sonnax and gets his hands dirty with plenty of research and development. It’s worth noting that all of these individuals, and the companies they represent, are participating members of the Torque Converter Rebuilders Association (TCRA). Similar to our transmission groups like ATRA and ATSG, the TCRA works to improve the torque converter rebuilding process and improve reman quality. This is accomplished through members and suppliers sharing successes and failures and working together to arrive at solutions. I really appreciate these gentlemen for taking time out of their busy schedule to discuss business operations, since, like most everybody right now, they are backed up with work.
I had a great discussion with Manley Tate and Rocky Primavera from Dynamic Powertrain Reman and Eric Saxberg from SAXCO Torque Converters. I also gained some great insight of the inner workings and construction of this converter through multiple discussions with Steve Jaussaud from Sonnax. Steve is the Torque Converter Product Line Manager at Sonnax and gets his hands dirty with plenty of research and development. It’s worth noting that all of these individuals, and the companies they represent, are participating members of the Torque Converter Rebuilders Association (TCRA). Similar to our transmission groups like ATRA and ATSG, the TCRA works to improve the torque converter rebuilding process and improve reman quality. This is accomplished through members and suppliers sharing successes and failures and working together to arrive at solutions. I really appreciate these gentlemen for taking time out of their busy schedule to discuss business operations, since, like most everybody right now, they are backed up with work.

JMBX Problems
While discussing the converter design with the Manley, Rocky, Eric, and Steve, it became obvious that the OE version of the JMBX converter is simply under-engineered. The main areas of weakness include the converter’s cover, piston, friction material, and torsion spring retaining plate. Let’s look at each to see what’s failing and what converter rebuilders are doing to solve these problems, starting with the cover.
Cover Problems
The thickness of the front cover along the friction material contact surface is about 0.180” thick (figure 1). The thickness was likely engineered to reduce cost and weight, but over the long-haul, it’s theorized that the OE cover is not thick enough to stay flat during use. With increased engine loads, the welded mounting pads flex and distort the cover’s friction surface, and this unevenness takes its toll on the friction lining.

This got me curious — I have a few JMBX cores that I cut up for educational purposes, and I wondered if I could see evidence of this distortion in any of my cores. Mind you, that the core in figure 2 was perfectly fine and the friction material was perfectly in tack, yet you can already see the high spots to the left of each mounting pad weld. This deflection might be minor, but as Steve explains it, “the factory woven carbon lining is not very good at handling unevenness. The woven carbon lining has excellent friction characteristics and handles heat very well, but it suffers when surfaces are uneven. For the friction material to last, the cover must remain flat after the welding process and under high torque loads.”
 Cover Solutions
Cover Solutions

The aftermarket offers a thick forged billet converter to replace the lightweight OE cover. Personally, I thought the terms “forged” and “billet” were being misused, because in my experiences, components were either forged (formed with heat and pressure) or billet (machined out of a solid stock of material). But, in discussion with Steve, their cover and piston are actually forged billets. Meaning a stock of material is formed into the rough shape using high temperature and a massive forming hammer and then fully machined on all surfaces. That’s really the best of both worlds – the strength of a forging and the precision of billet machining. The forged billet cover is much thicker than OE and measured over 0.400” thick along the friction contact surface (figure 3).
 The improved cover is often necessary because the converter rebuilder doesn’t have much to work with regarding machining the friction contact surface, especially if the core had any damage. Eric from SAXCO noted that “the cover seems to wear more than the piston when the lining fails, and over 90% of the cores I receive have lost the friction material and the piston and cover have gone metal to metal.” He sees the cover take the brunt of the wear, to the point that he opts for a billet cover on every unit. Eric states that “since doing this, I just don’t have any comebacks on this converter.”
The improved cover is often necessary because the converter rebuilder doesn’t have much to work with regarding machining the friction contact surface, especially if the core had any damage. Eric from SAXCO noted that “the cover seems to wear more than the piston when the lining fails, and over 90% of the cores I receive have lost the friction material and the piston and cover have gone metal to metal.” He sees the cover take the brunt of the wear, to the point that he opts for a billet cover on every unit. Eric states that “since doing this, I just don’t have any comebacks on this converter.”
Piston Problems
Like the cover, the piston is under engineered and excessively and this deflection tends to “dish” the piston, similar to the action of a diaphragm spring found with a manual transmission’s clutch system. During normal TCC application, the stock piston will deflect and since the lining is contacting the cover at the outer most diameter of the piston, the friction’s contact surface changes between light apply and full apply. GM accounts for this deflection by machining a slight back taper on the piston, and the aftermarket also duplicates this back taper during the remanufacturing process.
 To observe this feature, I made a pie slice cutaway of my JMBX core, and you can see the back taper on the piston fairly well (figures 4 & 5). The back taper is important because the OE piston is expected to flex. During low TCC apply pressure, only the outer most portion of the friction material contacts the cover (figure 5). During full TCC apply, the piston flexes and the whole friction surface contacts the cover (figure 6). If pressure is excessive, the piston might actually curl to the point where it’s mainly forcing the inner portion of the friction lining against the cover (figure 6). While studying the cutaway, you might also notice how there’s not much clearance between the cover, spring plate, and piston. The key takeaway here is that improperly controlled apply pressure, whether too low or too high, will eventually cause friction material failure.
To observe this feature, I made a pie slice cutaway of my JMBX core, and you can see the back taper on the piston fairly well (figures 4 & 5). The back taper is important because the OE piston is expected to flex. During low TCC apply pressure, only the outer most portion of the friction material contacts the cover (figure 5). During full TCC apply, the piston flexes and the whole friction surface contacts the cover (figure 6). If pressure is excessive, the piston might actually curl to the point where it’s mainly forcing the inner portion of the friction lining against the cover (figure 6). While studying the cutaway, you might also notice how there’s not much clearance between the cover, spring plate, and piston. The key takeaway here is that improperly controlled apply pressure, whether too low or too high, will eventually cause friction material failure.
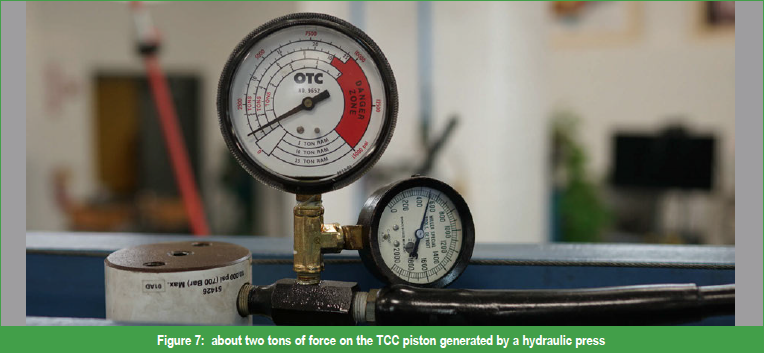
Before I decided to slice apart that perfectly good converter, as another experiment, I applied about 4000lbs of force to the apply piston to simulate the hydraulic force on the piston during TCC application (figure 7). I know this isn’t a realistic example, since under normal operation, hydraulic pressure would be present across the entire piston surface, but I still wanted to see how much the piston would physically deflect under pressure. As you can see in figure 8, the stock piston deflected about 0.034” (dial moved backwards from zero).
Piston Solutions:
Unfortunately, there’s not much material left to machine on the thin OE piston when cleaning up the friction bonding surface. If the builder only needs to take a light cut, the piston can be salvaged, but some builders replace the TCC piston with an aftermarket forged billet. Just like the forged billet cover, the aftermarket piston is machined from a thicker stock and experiences less deflection under force. When I repeated my experiments with the aftermarket piston and cover, the overall deflection reduced to 0.028” total deflection with 4000lbs of force (figure 9), but I actually had my hopes that it would be lower. Regardless, the forged billet piston deflected about 19% less than the OE piston, which is still substantial.

Friction Material Problems:
The OE JMBX friction material is a 0.020” thick woven carbon lining. Ford and GM have used this friction material since the 90’s and it has some good and bad characteristics. The good: it handles constant slip and heat very well, since transmission fluid can wick through it while it’s applied. The bad: as described above, it’s not forgiving to surface imperfections, unevenness, and impact. If the contact surface isn’t flat and true, the friction ring will eventually fail, and when that happens, the piston and cover will experience metal to metal contact and shed shavings all throughout the converter, cooler, pump, and transmission.
Friction Material Solutions:

Converter rebuilders have the option of using the actual OE lining, or an aftermarket lining (figure 10). The lining choice issue is debated, but many rebuilders are using aftermarket linings because the OE lining is too fragile at only .020” thick, and if the cover and/or piston require machining, a thicker lining will likely be necessary to make up the difference from machining. The replacement Borg Warner linings are either 0.045” or 0.066” thick and are designed to handle constant slip, and some builders believe this lining is improved over the OE. When discussing friction materials with Rocky at Dynamic, he explained that “the aftermarket friction material has improved quite a bit and he’s found it’s now a better option than the woven carbon lining.” This is easy to believe, since GM has switched to the paper type lining in their 8 and 10 speed torque converters. Of course, as I write this, these converters aren’t without their own assortment of issues, so the jury is still out.
Dampening Spring Plate Problems
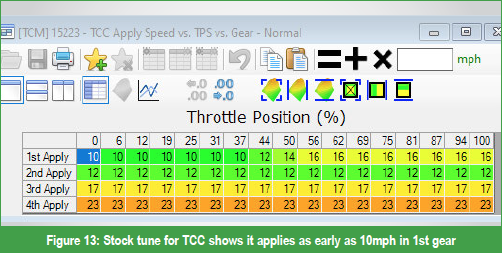
The torsional dampening spring cage is also a weak point in the JMBX. The OE attempts to relieve the stress points by rounding the inside corners where the springs live, but they still develop cracks in that area, as shown in (figure 12). Many blame the Active Fuel Management (AFM) for this damage. The AFM will cause the engine to run in 4-cylinder mode at low speeds and low torque situations.  When reviewing TCC apply tables, like the one in figure 13 from a 2016 Silverado, you will see that the TEHCM commands TCC application as early as 1st gear on some vehicles, and when the ECM commands 4-cylinder mode, the engine’s torsional vibration beats up on the torsional dampening springs and plates.
When reviewing TCC apply tables, like the one in figure 13 from a 2016 Silverado, you will see that the TEHCM commands TCC application as early as 1st gear on some vehicles, and when the ECM commands 4-cylinder mode, the engine’s torsional vibration beats up on the torsional dampening springs and plates.
Dampening Spring Plate Solution
If the spring plate is cracked or broken, the builder can install a reengineered aftermarket spring plate. The replacement spring plate has distinct differences when compared to the OE plate and specifically addresses the stress areas (figure 14). Many transmission builders will also use programs to prevent TCC application in lower gears and lower vehicle speeds. Some will also defeat the AFM to prevent the engine from ever running in 4-cylinder mode. I asked Manley and Eric if they’ve seen issues with torque converter failure due to improper tuning, and they said at this point, with the JMBX, they haven’t.

Performance Upgrades
For customers that are increasing engine power or constantly using their vehicles in high-load situations, like heavy towing, there are high performance options available. The multiplate kit from Sonnax, GMRK- 21 (figure 15), utilizes three friction surfaces with a forged billet apply piston, two heavy clutch plates, and a forged billet cover. Plus, this converter still has the provision for the torsional dampening. One thing you might notice is that the kit comes with the OE woven carbon lining already bonded. According to Steve, this friction material “works great with the constant slip calibrations from GM. The forged cover and pistons are thick enough to remain flat, so this woven carbon will handle the torque, slippage, and heat very well.”
Suggestions from the TC Builder to the Trans Builder
I asked Manley, Rocky and Eric for any recommendations that they, as converter builders, would like to share with transmission builders and their responses weren’t surprising. Manley stated that “number one was to make sure the unit is clean. All of that metal in the failed converter found its way into the cooler and also back into the unit. It’s hiding everywhere and the best converter in the world won’t last if the unit isn’t clean.” Eric echoed that statement and added that “a hot flush of the cooler lines and radiator is necessary to ensure there’s no trapped metal.” For those who bench build, it would be best to have your customers install a new radiator if they don’t have the capabilities to hot flush the transmission cooler(s).

Another common suggestion was to address the valve body and pump. The converter usually fails because of some control issues in the valve body or oil pump. Rocky points out that “worn bushings, valve bores, and valves need to be addressed with a kit that corrects these issues. If they aren’t fixed, it’ll be back.”
Oil compatibility was also mentioned. Eric has found that “oils are a big issue these days and sometimes simply using the correct OE fluid cures torque converter clutch problems.” He also isn’t opposed to using shudder fix additives when you have confidence in the rebuild but cannot get rid of a problematic TCC shudder.
Conclusion

As of now, there are only a few 6L converter options listed in catalogs. Anything other than a basic configuration requires a special request. Many customers are willing to spend the extra money on upgraded parts, especially when they’re upgrading the component that caused their transmission to fail in the first place. So, until catalogs catch up with available options, the information I obtained from these successful converter rebuilders can help you make an informed decision when selecting a specific converter build that suits your needs!