The TH400 and 4L80E have been around for a long time, and these units are generally trouble free. But there are a few modifications you can perform to improve their durability. In this article, we’re going to examine these modifications and discover ways to improve the quality of your rebuilds.
To understand these modifications, we should first examine the thrust and float characteristics of these transmissions. That way you’ll have a better idea of how these modifications can help build more durability into them.
These modifications are virtually identical in the 400 and the 4L80E, so we’re going to stick with the diagrams for the 400. We’ll mention any differences. Let’s start with examining the rearward thrust (figure 1).

Rearward thrust begins in the torque converter, where converter charge pressure acts on the front of the input shaft. During high load, typical 400 converter charge pressure is usually around 60 PSI with a maximum line pressure is 180 PSI.
60 PSI acting on the front face of the input shaft generates 47 pounds of rearward thrust on the forward clutch housing. But that’s not all: Lube pressure returns through a passage at the rear of the pump stator shaft, through the input shaft, to the lubrication circuit.
Because the input shaft is pressed into the forward clutch housing, this lube pressure also pushes against the front face of the forward clutch housing, generating an additional 152 pounds of rearward force. When added to the 47 pounds from the converter charge oil, we see a total 199 pounds of rearward thrust on the forward clutch housing.
That thrust presses back against the mainshaft between the forward clutch hub (616) and the mainshaft. That’s because the front of the mainshaft acts as a stop for the the forward clutch hub (figure 2).

The mainshaft pushes back against the rear internal gear (685) and the #22 thrust bearing assembly (686, 687, 688), which presses against the output shaft (691), until it’s finally stopped by the transmission case, at the output shaft-to-case thrust and selective washers (695, 696).
Typical 4L80E converter charge pressure during high load is usually around 100 PSI, with a maximum line pressure of 180 PSI. 100 PSI of converter charge pressure generates 89 pounds of rearward thrust on the overdrive planetary gearset, forward clutch housing, and mainshaft. Unlike the TH400, lube pressure doesn’t raise rearward thrust.
Spline lock between the torque converter turbine hub and the input shaft can increase that rearward thrust. This varies with torque converter designs and is beyond the scope of this article.
Regardless of what causes it, rearward thrust during high load and high pressure operation can wreak havoc on the #22 thrust bearing and the output shaft-to-case thrust and selective washers. That’s often what damages these components. In extreme cases, that rearward thrust can cause the normally stationary selective washer to spin and tear its locating tabs out of the case, destroying the case.
Without reducing the rearward thrust, all you can do during a rebuild is install a new #22 thrust bearing and replace the case thrust and selective washers with the late-model, TH350 rear pump thrust bearing and selective shim assembly (figure 3).

By altering the path of the rearward thrust, you can spread it out over an additional thrust surface. This reduces the amount of load on the #22 thrust bearing and the case thrust and selective washers.
This separation allows both front and rear sections of the transmission to thrust independently of one another, bringing both the TH400 and 4L80E transmissions to a whole new level of performance, efficiency, and durability.
The first step in reducing rearward thrust is to first reroute it. This also corrects something I like to refer to as “direct clutch housing float.” Because of their interrelation, we’ll combine these procedures.
During operation, a fixed horizontal plane occurs between two thrust surfaces, where the direct clutch housing is free to “float.” The front thrust surface is the thrust washer at the rear of the forward clutch hub; the rear thrust surface is at the splines between the back of the direct clutch housing and the front of the sun gear shaft (664), which acts as a stop for the housing.
To get a better feel for this, assemble the rear section, center support, and direct and forward clutch housings (without clutches), and stand them up on the bench (figure 4).  Press down on the forward clutch housing with your thumbs while lifting the direct clutch housing up and down. That movement is the float, or the direct clutch housing endplay.
Press down on the forward clutch housing with your thumbs while lifting the direct clutch housing up and down. That movement is the float, or the direct clutch housing endplay.
In most cases, the endplay will be between 0.020” and 0.025” (0.5–0.6mm; figure 5).  Notice the excess wobble in the direct clutch housing with the housing resting on the sun gear shaft, even with minimal endplay. Due to its floating design, no one ever developed checks or adjustments for this endplay.
Notice the excess wobble in the direct clutch housing with the housing resting on the sun gear shaft, even with minimal endplay. Due to its floating design, no one ever developed checks or adjustments for this endplay.
Direct clutch housing wobble creates excess radial runout, which introduces harmonics and vibration in the transmission and driveline. It can also damage the sealing ring bore of the clutch housing, peen the seal ring grooves on the center support, and lead to direct clutch failure.
To prevent direct clutch housing float, you need to eliminate all direct clutch housing endplay. You can do this by the replacing the OEM thrust washer with a thicker thrust bearing (figure 6).
This diverts all rearward thrust on the mainshaft to the direct clutch housing. This seats the direct clutch housing against its stop at the front of the sun gear shaft, eliminating some radial runout (figure 7).
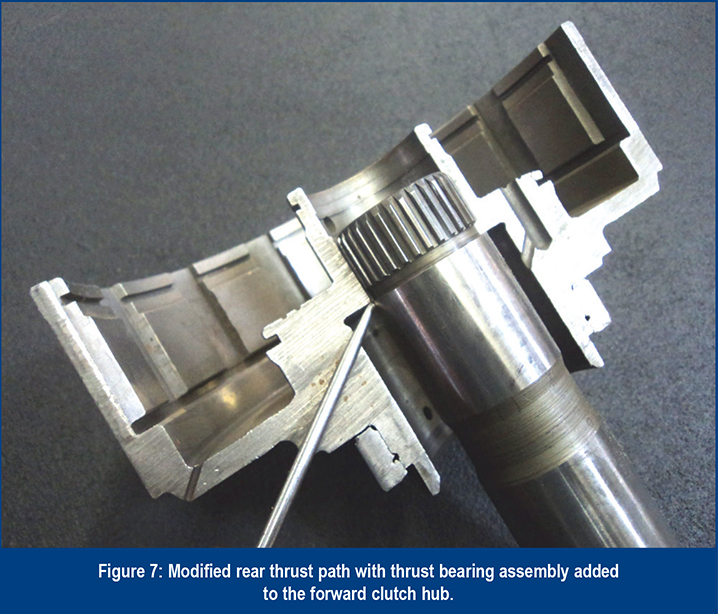
Because the forward clutch housing now bottoms out on the direct clutch housing, the bearing will also manage any additional thrust encountered at this new housing-to-housing interface.
Even though we’ve removed rearward thrust from the mainshaft, it still finds its way to the #22 bearing and case thrust washer through the sun gear shaft (figure 8). But, since it’s been diverted to the direct clutch housing and sun gear shaft, it must first pass through the #21 thrust bearing assembly (682, 683, 684) before acting on the #22 bearing and case thrust and selective washers. This increase in thrust surface removes much of the rearward thrust on commonly overloaded components.
Installing the thrust bearing also pays dividends in improved lubrication. In the original configuration, lube oil leaks out between the thrust washer and forward clutch housing, through a gap that’s created when the forward hub comes to a stop against the mainshaft. Installing the bearing eliminates the gap, effectively sealing off any lube leak.
When fitting the thicker bearing to the hub, you’ll need to machine the bearing pad to restore the component height, minus 0.030” (0.75mm) to eliminate housing endplay (figure 9).  To work out how much to machine off, subtract the thickness of the OEM thrust washer from the thickness of the replacement bearing, then subtract 0.030” (0.75mm) from that. You may also have to machine the hub nose to allow it to fit properly.
To work out how much to machine off, subtract the thickness of the OEM thrust washer from the thickness of the replacement bearing, then subtract 0.030” (0.75mm) from that. You may also have to machine the hub nose to allow it to fit properly.
The bearing that works best is Ford P/N E6DZ7F404A, as it only requires trimming the pad down to restore the height. It’s a perfect fit for the hub nose. Although discontinued, it’s still available; Ford used it as the final drive sun gear bearing in all AXOD-based transaxles.
There are many other bearings that can easily be made to fit, such as the three-piece assembly (figure 10),  which is readily available through most industrial suppliers.
which is readily available through most industrial suppliers.
Always check front section endplay prior to machining the bearing pad, as the extra material on the bearing pad may prove valuable when setting endplay.
In heavy duty and high performance applications, you’ll want to try to eliminate all rearward thrust from acting on the rear section of the transmission. This hub thrust bearing modification is the first step in allowing both front and rear sections of the transmission to thrust independently of one another.
You’ll also want to machine a bearing pocket directly below the snap ring boss in the front face of the center support, and fit it with the late model TH350 rear pump thrust bearing and selective shim.
Selective shims installed between the thrust bearing and the bearing pocket lift or push the direct clutch housing off the sun gear shaft stop (figures 11 and 12)  . This diverts all rearward thrust acting on the direct clutch housing from the sun gear shaft, and grounds it at the newly created thrust surface (figure 13).
. This diverts all rearward thrust acting on the direct clutch housing from the sun gear shaft, and grounds it at the newly created thrust surface (figure 13).
To fit the thrust bearing to the center support, machine it to 0.375” (9.5mm), measured from the front face of the boss, and to an inside diameter of 2.125” (54.0mm) and an outside diameter of 2.875” (73.0mm). Set the direct clutch housing to center support height by standing the completely assembled rear section and center support on the bench and installing the direct clutch housing over the center support until it’s engaged with the sun gear shaft.
Use a height gauge to measure the distance from the front face of the mainshaft to the front face of the direct clutch housing (figure 14); this will be dimension A.
Next, remove the direct clutch housing, install the thrust bearing, reinstall the direct clutch housing, and repeat the measurement procedure. This will be dimension B.
Repeat this procedure using shims between the bearing pocket and the bearing to adjust the bearing height, until dimension B is 0.005” to 0.010” (0.10–0.25mm) less than dimension A. This will confirm you’ve raised the direct clutch housing off its stop at the front of the sun gear shaft and is seated against the thrust bearing assembly.
There are two additional areas you’ll need to check: the forward thrust load and reaction carrier float. We’ll examine these checks in the next issue of GEARS.